
第二節 氣體火焰釬焊工藝與操作技巧
釬焊是有別于熔焊的一種焊接方法,是采用比母材金屬熔點低的金屬材料作為釬料,利用液態釬料浸濕填充到接頭間隙與母材金屬相互擴散實現連接的焊接方式。根據所使用釬料的熔點不同,釬焊可分為低溫釬焊(如錫焊)和高溫釬焊。利用氧-乙炔焰釬焊是高溫釬焊最常用的方式。
一、釬料和釬劑的選擇
根據釬料的熔點不同可以分為兩大類,熔點低于450℃的稱為軟釬料(又叫易熔釬料),這類釬料熔點低,強度也低,常用的有錫鉛釬料,又叫焊錫。熔點高于450℃稱為硬釬料(又叫難熔釬料),這類釬料具有較高的強度,可以連接承受重載荷的零件,應用較廣,常用的有銅基、銀基、鋁基、鎳基釬料等。但是對釬料的劃分并不是絕對的,450℃不是嚴格界限。
焊件金屬表面存在氧化膜,將會使釬焊難以進行,熔劑的作用是用化學反應或物理溶解的方法除去氧化物,并使其浮于表面。熔化的熔劑覆蓋在焊件金屬表面,隔絕空氣,不使焊件再氧化,起著機械保護作用,另外熔劑中還具有降低熔化釬料表面張力的活化物質,以改善它在焊件上的濕潤性。
釬料的選擇是根據釬焊接頭的使用要求、母材金屬等來選擇的。對釬焊接頭要求不高,工作溫度較低的可選用軟釬料;反之,應選用硬釬料。低溫工件應避免選用含錫的釬料;對于電器件應選用導電性好的釬料;熱交換器應選用導熱性好的釬料;有耐腐蝕性要求的應選用耐腐蝕性好的釬料。
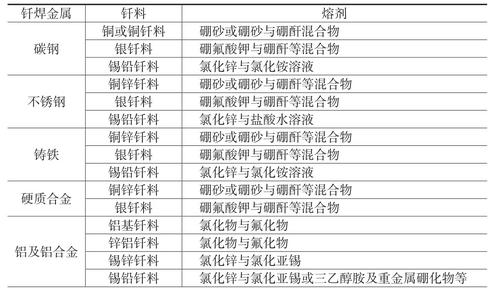
有的釬料使用時要求按某些特定的方法才能起作用,如含錳高的釬料只有在保護氣氛中釬焊才有良好的效果,而在火焰釬焊時會產生氣孔,在使用時必須引起注意。各種釬料及熔劑的適用范圍見表4-1。
表4-1 釬焊各種金屬時的釬料和熔劑
續表
二、釬焊工藝
1.釬焊接頭
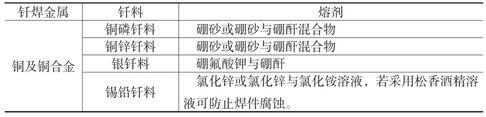
釬焊接頭應盡量采用搭接,并應使接觸面積盡可能大,以提高接頭強度和改善氣密性和導電性。常用的接頭形式如表4-2所示。釬料放置的位置應使釬料熔化后,在重力與毛細管作用下易填滿釬縫。
表4-2 釬焊接頭形式
2.焊前準備
應使用機械方法或化學方法除去焊件表面污物。表面油污可用丙酮、酒精、汽油等有機溶劑清洗。焊件表面的銹斑、氧化物可用銼刀、砂布、砂輪或化學浸蝕方法清除。化學浸蝕主要是用酸或堿來溶解金屬氧化物,適用于大批量生產,但使用時要注意防止浸蝕過渡,且浸蝕后應及時進行中和處理,然后在冷水或熱水中沖洗干凈。
3.裝配間隙
釬焊間隙應適中。間隙過大或過小都影響毛細管作用,而使釬縫強度降低,同時釬縫過大也使釬料消耗過多。
4.釬焊規范
(1)釬焊溫度。一般高于釬料熔點25~50℃,提高溫度能減小熔化釬料的表面張力,因而改善濕潤性,使焊件金屬與釬料之間的作用增強,但溫度過高會產生過燒和熔蝕等缺陷。
(2)保溫時間。保溫時間應使焊件金屬與釬料發生足夠的作用。選擇保溫時間應考慮釬料與基本金屬的作用強弱(作用強的取短些,弱的則取長些)、間隙大小(間隙大的取長些)及焊件尺寸(尺寸大的取長些)。
(3)加熱速度。取決于焊件尺寸、導熱性以及釬料的成分。一般是焊件尺寸小、導熱性好或釬料內含易蒸發元素多時,加熱速度應盡量快些。











