
氣割要想手穩(wěn),姿勢(shì)必須正確。正確的姿勢(shì):兩腿岔開(kāi)蹲右手拿槍把,胳膊靠在右腿外側(cè),一定要靠實(shí),這樣氣割時(shí)才不抖。左手臂抵在左腿內(nèi)側(cè)也要抵實(shí)。腿岔的不要太開(kāi)蹲著穩(wěn)就行,要是蹲的不穩(wěn)上面那些都是白扯。然后拿槍用這個(gè)姿勢(shì)比劃下要割的線(xiàn)看割時(shí)是否順暢,說(shuō)白了就是看是不是得勁兒。還有一姿勢(shì)是右手拿槍把,兩手都靠在兩腿外側(cè)胸部貼緊大腿,右手手腕靠實(shí)大腿,成抱腿的姿勢(shì),其他同上,個(gè)人感覺(jué)這個(gè)姿勢(shì)比較穩(wěn)。還有坐著比蹲著更穩(wěn),但移動(dòng)長(zhǎng)度小!
中國(guó)有句老話(huà)“熟能生巧”。我曾經(jīng)見(jiàn)過(guò)一位焊工為了訓(xùn)練焊接立縫時(shí)焊條的準(zhǔn)確性和穩(wěn)度,在紙上畫(huà)一條豎線(xiàn)并將紙貼在墻上,有空就拿著焊鉗在紙上的豎線(xiàn)上練習(xí)焊接。對(duì)于手穩(wěn)的方法:多加練習(xí)。
氣焊手穩(wěn)的操作訣竅
采用單手切割時(shí),想要手穩(wěn)一般采用右手操持割炬,右手食指鉤住預(yù)熱氧閥的手輪,用于調(diào)節(jié)預(yù)熱火焰,右手拇指的右側(cè)緊貼切割氧閥手輪的左邊,用于啟閉切割氧閥。右手中指、無(wú)名指和小指握著割炬的手柄,用于操持割炬、與其另外兩手指配合,承擔(dān)割炬的重量和驅(qū)使割炬運(yùn)動(dòng)。
在高空作業(yè)前,首先要系好防火安全帶,還要進(jìn)行安全檢查,應(yīng)保障割炬的安全可靠性,檢查橡皮氣管有無(wú)漏氣、脫落現(xiàn)象,固定是否可靠,氧化鐵噴出下落的范圍內(nèi)不得有易燃易爆物品,不允許有人通過(guò)。
點(diǎn)燃并調(diào)節(jié)好預(yù)熱火焰,然后檢查切割氧流的質(zhì)量,使其保持正常,并關(guān)閉切割氧閥。一切準(zhǔn)備工作完畢,按單手切割的操作姿勢(shì)操持割炬。
切割時(shí),首先單手將割炬握著,讓割嘴對(duì)著工件切割線(xiàn)始端進(jìn)行預(yù)熱。當(dāng)割嘴將工件切割線(xiàn)始端預(yù)熱到橘紅色時(shí),右手拇指的右側(cè)緊貼著切割氧閥手輪的左側(cè),并均勻地向后拉,依靠?jī)烧咧g的摩擦力驅(qū)動(dòng)閥手輪轉(zhuǎn)動(dòng),切割氧流開(kāi)啟的大小是依靠拇指外側(cè)與閥手輪之間的轉(zhuǎn)動(dòng)程度決定,直至轉(zhuǎn)動(dòng)到右拇指的左側(cè)處,關(guān)閉閥門(mén)則向反方向轉(zhuǎn)動(dòng)閥手輪。
切割氧流開(kāi)啟后,單手切割開(kāi)始,在高空作業(yè)中,如果遇到水平位置、橫向位置時(shí),要操縱割嘴做自左向右的切割運(yùn)動(dòng)。割嘴在運(yùn)動(dòng)中還要克服割嘴的走弧趨勢(shì),即在運(yùn)動(dòng)中使割嘴作自左向右運(yùn)動(dòng)的同時(shí),也要模擬另一個(gè)分運(yùn)動(dòng)的運(yùn)動(dòng)軌跡,其運(yùn)動(dòng)的實(shí)際效果,使割嘴順利地沿著切割線(xiàn)運(yùn)動(dòng)。
遇到垂直位置的單手立割操作時(shí),要有意識(shí)地操縱割炬,使割嘴在做自下向上的切割運(yùn)動(dòng)中能夠克服走弧的趨勢(shì)。
在單手割焊縫操作中,還要采用逐段擠渣法,但是,只能用右手拇指?jìng)?cè)部頻頻啟閉切割氧閥,使波動(dòng)的切割氧流逐段將氧化鐵水從焊縫中排擠出來(lái)。如果基本功扎實(shí)且操作熟練,也可以采用不閉閥割焊縫操作技法,即單手操持著割炬,用預(yù)熱火焰將焊縫端頭的金屬預(yù)熱到橘紅色,用右手拇指開(kāi)啟切割氧閥,使切割氧流大小適當(dāng)。然后,再采用逐段擠渣法去排擠焊縫中出來(lái)的氧化鐵水,只不過(guò)在割焊縫操作中不關(guān)閉切割氧閥,而是用其右手有節(jié)奏地起伏擺動(dòng),使切割氧軟氣流逐段將焊縫中的氧化鐵水排擠出來(lái)。在采用此技法時(shí),一定要把握好切割氧流的穿透力,既要使氧化鐵水從焊縫中順利地排擠出來(lái),將焊縫逐段割透,又要避免切口前割后焊、翻漿等切割故障的出現(xiàn)。
不同產(chǎn)品的氣割也需要不一樣的技巧和訣竅,只有掌握了豐富的知識(shí),才能做到又穩(wěn)又快。
一、角鋼的氣割
在割角鋼的操作中,可以根據(jù)實(shí)際情況選擇水平位置直線(xiàn)手工切割操作的抱腿蹲式或靠腿蹲式的蹲姿。按切割線(xiàn)的走向可分為垂直氣割和傾斜氣割兩種。
1. 垂直氣割
垂直割角鋼,就是沿著兩條同時(shí)垂直于角鋼的棱,且相交于棱上一點(diǎn)的切割線(xiàn)進(jìn)行切割操作。可采用雙向切割和單向切割兩種方式。
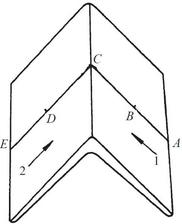
圖5-32 角鋼的雙向切割
(1)雙向切割。在垂直割角鋼前,將角鋼棱角向上平扣在切割平臺(tái)上,面對(duì)著放置呈雙邊爬坡,且垂直于角鋼棱的兩條角鋼切割線(xiàn),如圖5-32所示。
按靠腿蹲式的姿勢(shì)操持好割炬,垂直割角鋼,操作者面對(duì)的是兩條對(duì)稱(chēng)的與水平面各呈45°的爬坡角鋼切割線(xiàn)。操作者在心中將角鋼切割線(xiàn)分成兩等份,即AB、BC兩條線(xiàn)段。切割角鋼垂直切割線(xiàn)時(shí)應(yīng)注意割嘴與角鋼面的爬坡切割角度,同時(shí),還要注意角鋼切割線(xiàn)AC的走弧趨勢(shì)。
氣割中,在切割線(xiàn)段AB時(shí),在使割嘴自右下向左上做傾斜運(yùn)動(dòng),同時(shí)還要輕微地、由多漸少地向左后收割炬,B點(diǎn)的回收量為0。在切割線(xiàn)段BC時(shí),使割嘴自右中向左上傾斜運(yùn)動(dòng),同時(shí)要輕微地、由少漸多地向左前送割炬,C點(diǎn)的送進(jìn)量最大。在切割線(xiàn)段ED時(shí),要使割嘴自左下向右上傾斜運(yùn)動(dòng),同時(shí)要輕微地、由多漸少地向右后做收割炬的動(dòng)作,D點(diǎn)的回收量為0。切割線(xiàn)段DC時(shí),使割嘴自左中向右上傾斜運(yùn)動(dòng),同時(shí)0還要輕微地、由少漸多地向右前做送割炬的動(dòng)作,C點(diǎn)的送盡量最大。
(2)單向切割。角鋼單向切割法對(duì)角鋼的放置方式?jīng)]有嚴(yán)格的要求,可以讓角鋼棱向上扣在切割平臺(tái)上,也可以將角鋼棱向左下,使角鋼側(cè)立在切割平臺(tái)上。棱向上放置的角鋼單向切割如圖5-33所示,一般采用由右向左的切割方向。同樣在心中將角鋼切割線(xiàn)分成兩等份,即AB、BC兩條線(xiàn)段。在切割角鋼垂直切割線(xiàn)時(shí)應(yīng)注意割嘴與角鋼面的爬坡切割角度。
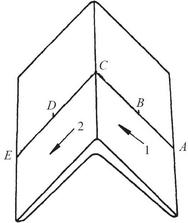
圖5-33 角鋼的單向切割
線(xiàn)段AC的切割銅雙向切割,切割到C點(diǎn)后,要迅速關(guān)閉切割閥,將割嘴向逆時(shí)針?lè)较蛐D(zhuǎn)90°后,將割嘴繼續(xù)對(duì)著C點(diǎn),進(jìn)行線(xiàn)段CE的切割。
在切割線(xiàn)段CD時(shí),在使割嘴做自右上向左下傾斜運(yùn)動(dòng)的同時(shí),還要輕微地、由多漸少地做向左后收割炬的動(dòng)作。切割線(xiàn)段DE時(shí),在使割嘴自右中向左下傾斜運(yùn)動(dòng)的同時(shí),要輕微地、由少漸多地向左前送進(jìn)割炬,D點(diǎn)的送盡量為0。
2. 傾斜氣割
傾斜氣割角鋼就是切割線(xiàn)至少有一條傾斜于角鋼棱的切割操作。
一般在切割前,應(yīng)將角鋼放好。最好采用專(zhuān)用支架放置角鋼。一般將角鋼的垂直切割線(xiàn)垂直于水平面放置,而角鋼的傾斜切割線(xiàn)則平行于水平面放置,如圖5-34所示。
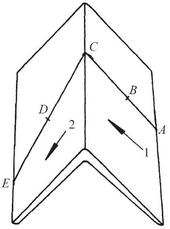
圖5-34 傾斜氣割角鋼
切割時(shí),首先切割角鋼垂直切割線(xiàn),其切割同垂直氣割,只是要注意切割氧流的傾斜方向。為了使切割氧流的傾斜方向與角鋼的傾斜線(xiàn)保持一致,可以在切割以前,將點(diǎn)燃后的預(yù)熱火焰調(diào)到最佳狀態(tài),并開(kāi)啟切割氧流,調(diào)整其與角鋼傾斜切割線(xiàn)平行為宜。然后,以此角度從下到上的立割角鋼垂直切割線(xiàn)。在心中還要將角鋼垂直切割線(xiàn)分成上下兩段,在下段的切割中,應(yīng)有意識(shí)地操持著割炬,在自下向上的運(yùn)動(dòng)中,邊走邊向后上方收;在上段的切割操作中,操持的割炬在繼續(xù)向上的運(yùn)動(dòng)中,邊走邊向前上方送。
在將要切割完角鋼垂直切割線(xiàn)時(shí),要及時(shí)關(guān)小切割氧流,減弱切割氧流的穿透力,防止切割氧流穿入角鋼水平面過(guò)深而引起飛濺,同時(shí)防止切割氧流與水平切割線(xiàn)存在角度偏差。適當(dāng)?shù)販p弱切割氧流的穿透力,使其既能夠割透角鋼棱、不出飛濺,又不過(guò)長(zhǎng)地切割兩線(xiàn)交點(diǎn)處。割透角鋼棱的長(zhǎng)度,一般以2~5mm為宜。
角鋼垂直切割線(xiàn)切割完畢,接著要切割角鋼水平切割線(xiàn)。在切割前,首先要調(diào)整自己與傾斜的角鋼水平切割線(xiàn)的位置,待調(diào)整到最佳位置時(shí)再進(jìn)行切割。調(diào)整好自身與角鋼切割線(xiàn)的切割位置后,面對(duì)的角鋼水平切割線(xiàn)的切割,就成了水平位置的直線(xiàn)切割了。這個(gè)手工切割技法是切割工的基本功,操作者面對(duì)的是一段很短的角鋼切割線(xiàn),在心中把它分成兩段即可。
二、槽鋼的氣割
1. 垂直割槽鋼
所謂垂直割槽鋼,就是沿著都垂直于槽鋼兩條棱邊的三條切割線(xiàn)進(jìn)行切割。對(duì)于垂直割槽鋼,按切割順序可分為跳動(dòng)切割和依次切割兩種操作技法。
(1)跳動(dòng)切割。跳動(dòng)切割法是最常采用的割槽鋼操作技法,具體操作如圖5-35所示。
將槽鋼平扣在切割平臺(tái)上,或者在有鋼板墊地的現(xiàn)場(chǎng)中架起來(lái)。操作者可蹲在槽鋼腹板面上,也可以蹲在地面上。首先,按立割技法完成槽鋼右側(cè)翼板的切割。然后,跳過(guò)槽鋼腹板,完成槽鋼左側(cè)翼板的切割。最后,將割嘴跳到槽鋼腹板上水平位置切割線(xiàn)的右端頭,自右向左完成其直線(xiàn)切割。
在槽鋼的切割過(guò)程中,無(wú)論是槽鋼左右兩翼板上的垂直切割線(xiàn),還是在槽鋼腹板上的水平切割線(xiàn),在切割過(guò)程中都要克服走弧的趨勢(shì)。在切割水平位置切割線(xiàn)時(shí),可以采用水平位置直線(xiàn)切割技法去操作。
(2)依次切割。依次切割也是常用的割槽鋼操作技法,具體操作如圖5-36所示。將槽鋼平扣在切割平臺(tái)上,或者在有鋼板墊地的現(xiàn)場(chǎng)中架起來(lái),可蹲在槽鋼腹板面上,也可以蹲在地面上。首先,完成槽鋼右側(cè)翼板的切割。然后,依次將割嘴置于槽鋼腹板上水平位置切割線(xiàn)的右端頭,自右向左完成其直線(xiàn)切割。最后,換反手立割技法去完成槽鋼左側(cè)翼板的切割。
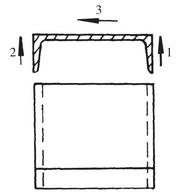
圖5-35 跳動(dòng)切割槽鋼
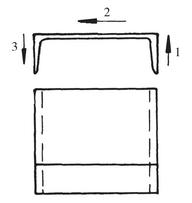
圖5-36 依次切割槽鋼
2. 傾斜割槽鋼
所謂傾斜割槽鋼,就是對(duì)于槽鋼腹板上有傾斜于槽鋼棱的槽鋼切割線(xiàn)的切割操作,同樣可采用跳動(dòng)切割和依次切割,如圖5-37所示。
傾斜氣割槽鋼時(shí),采用跳動(dòng)切割的操作如圖5-37(a)所示。將槽鋼平扣在切割平臺(tái)上,或者在有鋼板墊地的現(xiàn)場(chǎng)中架起來(lái)。操作時(shí)最好能蹲在地面上。首先,將點(diǎn)燃后的預(yù)熱火焰調(diào)整好,并開(kāi)啟切割氧流,使其水平處于槽鋼腹板傾斜切割線(xiàn)的上方,調(diào)整切割氧流使其平行于槽鋼腹板上的傾斜切割線(xiàn)。調(diào)整好割嘴的傾斜角度以后,按此傾斜角度將割嘴平移到槽鋼翼板的下邊緣,接著自下而上的立割翼板。然后,跳過(guò)槽鋼腹板,還按上述方法調(diào)整好切割氧流,使其以平行于槽鋼腹板上的傾斜切割線(xiàn),換反手自下而上的立割另一側(cè)翼板上的垂直切割線(xiàn)。最后,將割嘴跳到槽鋼腹板上水平位置切線(xiàn)的右端頭,自右向左完成其直線(xiàn)切割。
依次切割的操作如圖5-37(b)所示。操作時(shí)可蹲在槽鋼腹板面上,也可以蹲在地面上。首先調(diào)整好切割氧流的切割角度,使割嘴自下而上完成槽鋼右側(cè)翼板的切割。然后,換一下蹲的位置,依次將割嘴置于槽鋼腹板上的水平位置傾斜切割線(xiàn)的右端頭,自右向左完成其直線(xiàn)的切割。最后,使割嘴自上而下或自下而上完成槽鋼左側(cè)翼板的切割。
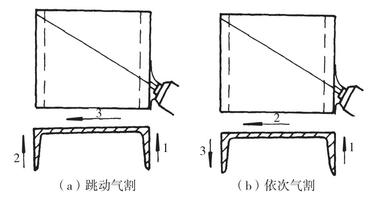
圖5-37 傾斜氣割角鋼
3. 挖榫
在槽鋼切割中,有時(shí)還會(huì)遇到挖榫操作,如圖5-38所示。
氣割時(shí),要盡可能將這些線(xiàn)段置于最容易切割的操作位置上。一般將這些線(xiàn)段分成兩份,有意識(shí)地模擬一個(gè)分運(yùn)動(dòng),克服割嘴的走弧趨勢(shì),達(dá)到割嘴順利沿切割線(xiàn)運(yùn)動(dòng)的目的。
首先,自下而上地將槽鋼右側(cè)翼板上的垂直切割線(xiàn)割掉,并且要割透棱約10mm。然后,順勢(shì)將割炬擺正,切割掉腹板右側(cè)水平位置的短小線(xiàn)段。接著,采用自下而上的方法將槽鋼左側(cè)翼板上的垂直切割線(xiàn)切割掉,還要割透棱約10mm。再順勢(shì)將割炬擺平,將腹板左側(cè)水平位置上的短小線(xiàn)段切割掉。倒角和齊頭均按水平位置直線(xiàn)切割。在切割槽鋼腹板上平行于棱的切割線(xiàn)時(shí),使割嘴略向內(nèi)傾斜,在切割線(xiàn)被切割掉的同時(shí),腹板一側(cè)的內(nèi)圓弧筋也被切割掉,這樣的榫頭有利于工件的組焊。
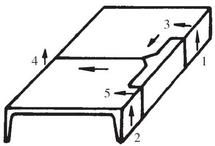
圖5-38 槽鋼的氣割挖楔
三、工字鋼的氣割
氣割工字鋼一般采用跳動(dòng)切割法。具體操作如圖5-39所示。

圖5-39 垂直氣割工字鋼
將工字鋼平扣在切割平臺(tái)上,或者在有鋼板墊地的現(xiàn)場(chǎng)中架起來(lái)。可先蹲在工字鋼右側(cè)翼板處,完成工字鋼右側(cè)翼板的切割。然后,跳過(guò)工字鋼腹板,蹲在工字鋼左側(cè)翼板處,完成工字鋼左側(cè)翼板的切割。最后,跳過(guò)工字鋼左側(cè)翼板,將割嘴跳到工字鋼腹板上水平位置切割線(xiàn)的右端頭,自右向左完成其直線(xiàn)切割。
在工字鋼的切割過(guò)程中,無(wú)論是工字鋼左右兩翼板上的垂直切割線(xiàn),還是工字鋼腹板上的水平切割線(xiàn),在切割過(guò)程中都要克服走弧的趨勢(shì)。
在工字鋼切割中,有時(shí)還會(huì)遇到挖榫操作,如圖5-40所示。首先,可采用立割技法自下而上地將工字鋼兩側(cè)翼板上的垂直切割線(xiàn)切割掉,并且要割透筋約10mm。然后,順勢(shì)將割炬擺正切割掉腹板左右側(cè)水平位置的短小線(xiàn)段。最后,通過(guò)變換位置將腹板上水平位置的各線(xiàn)段切割掉。
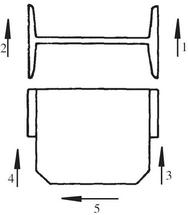
圖5-40 工字鋼的氣割挖楔
在挖榫的切割過(guò)程中,同樣要注意克服割嘴運(yùn)動(dòng)中的走弧趨勢(shì),并盡可能將這些線(xiàn)段置于最容易切割的操作位置上。
四、圓鋼的氣割
1. 直徑在60~120mm的圓鋼氣割
直徑在60~120mm的大圓鋼的切割不需要換割炬方向,不需要轉(zhuǎn)變工件的位置。割炬可做月牙形橫向擺動(dòng),如圖5-41所示。此法最容易掌握,稱(chēng)為擺動(dòng)切割法。
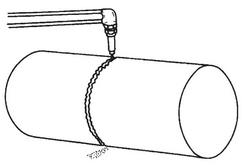
圖5-41 圓鋼的擺動(dòng)切割
應(yīng)選用切割能率較大的割炬及較大號(hào)割嘴,以提高預(yù)熱火焰能率。要保證氧氣和乙炔的充足供應(yīng),不能中斷。為確保氧氣充足供應(yīng),應(yīng)采用氣體匯流排供氣。
在做好了切割前的準(zhǔn)備以后,按正確的操作姿勢(shì)操持著割炬,要縱向蹲在圓鋼切割線(xiàn)后面,如圖5-42所示。起割前,應(yīng)從圓鋼的一側(cè)開(kāi)始預(yù)熱,并使割嘴處于圖5-42(a)所示的位置。
當(dāng)預(yù)熱處被加熱到呈亮紅色時(shí),即可開(kāi)始?xì)飧睢_@時(shí)應(yīng)將割嘴迅速轉(zhuǎn)動(dòng)到與地面相垂直的位置,如圖5-42(b)所示。同時(shí)由小到大均勻地開(kāi)足切割氧流,當(dāng)看到氧化鐵水被切割氧流沖刷掉、同時(shí)聽(tīng)到有“噗噗”的切割聲時(shí),就可以讓割嘴作均勻地左右擺動(dòng)。左右擺動(dòng)割嘴的作用是增加切口寬度,提高排渣能力。擺動(dòng)的幅度越大,切口寬度越大,排渣能力越強(qiáng)。操作者按“之”字弧形向前推進(jìn)開(kāi)始正常切割,如圖5-42(c)所示。要力求擺動(dòng)幅度一致,擺動(dòng)速度和推進(jìn)要均勻、平穩(wěn),從而保證切割氧流順利地沖刷氧化鐵水使之從切口下端噴出。在切割過(guò)程中,應(yīng)將割嘴保持與水平面成45°的角度向前推進(jìn)。應(yīng)密切地注視著整個(gè)切口狀態(tài)的變化,如果發(fā)現(xiàn)異常現(xiàn)象,應(yīng)立即采取相應(yīng)的對(duì)策去處理。要有節(jié)奏地、均勻地、左右擺動(dòng)割炬向前方推進(jìn),使切割氧流呈直線(xiàn)將氧化鐵水沖刷掉,順利地從切口排出,直到切割完畢。
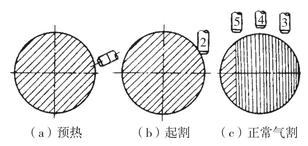
圖5-42 氣割圓鋼時(shí)割嘴的位置
2. 直徑在120~220mm的大圓鋼的切割
直徑在120~220mm的大圓鋼切割,一次無(wú)法割穿時(shí),可采用如圖5-43所示的分瓣氣割法。先用擺動(dòng)切割法完Ⅰ區(qū)的切割,Ⅰ區(qū)切割掉的厚度約占圓鋼直徑的1/3,然后,中斷切割,轉(zhuǎn)動(dòng)工件方向,使圓鋼有切口部位向下,沒(méi)有切割的那部分向上。繼續(xù)用擺動(dòng)切割法完成Ⅱ區(qū)的切割,如果工件不易轉(zhuǎn)動(dòng),可以蹲在切口的對(duì)面,用同樣的方法去完成Ⅲ區(qū)的切割。
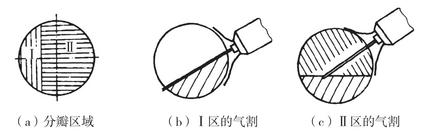
圖5-43 分兩瓣切割圓鋼
3. 直徑在220mm以上大圓鋼的切割法
直徑在220mm以上大圓鋼的切割,如圖5-44所示。可用擺動(dòng)切割法完成Ⅰ區(qū)的切割,Ⅰ區(qū)切割掉的厚度約占圓鋼直徑的1/3。然后,中斷切割,轉(zhuǎn)動(dòng)工件,使圓鋼有切口部分向下,沒(méi)有切割部分向上。繼續(xù)用擺動(dòng)切割法完成Ⅱ區(qū)的切割。最后,再次中斷切割和轉(zhuǎn)動(dòng)工件,使工件有切口部分向下,沒(méi)有切割的那部分向上,再次用擺動(dòng)切割法去完成Ⅲ區(qū)的切割。
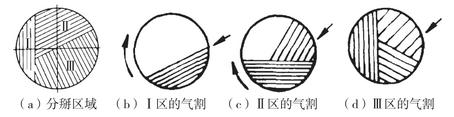
圖5-44 分三瓣氣割圓鋼
在割大圓鋼時(shí)排渣量很大,切割現(xiàn)場(chǎng)必須要有足夠的排渣空間;若是水泥地面,應(yīng)墊好鋼板防止地面爆裂、飛濺。另外,切口附近輻射熱很高,要做一塊上部開(kāi)有豎長(zhǎng)條缺口的擋火板搭在切口附近,這樣可大大減少輻射熱,缺口大小以不影響割炬擺動(dòng)為宜。










