
1. 鋼板坡口的氣割
(1)無鈍邊V形坡口的手工氣割。
滕先根據板厚δ和單面坡口的角度α,按公式b=δtan算出單面坡口的寬度b,并進行畫線,如圖5-53所示。然后調整割嘴角度,使之符合α角的要求,然后采用后拖向前推移的操作方法進行切割,如圖5-54所示。
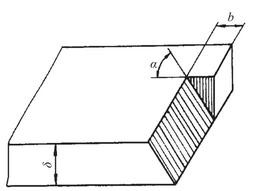
圖5-53 V形坡口的手工氣割
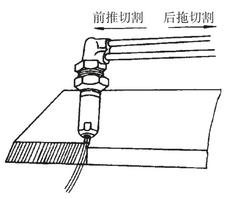
圖5-54 手工氣割坡口的操作方法
氣割時,為了得到寬窄和角度一致的坡口,可將割嘴靠在角鋼的一邊進行切割,如圖5-55(a)所示,或者把割嘴裝在角度可調節的滾輪架上進行切割,如圖5-55(b)所示。
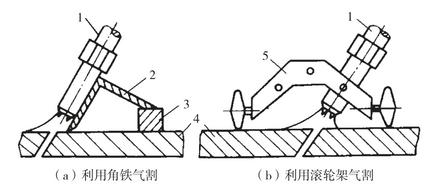
圖5-55 使用輔助工具進行手工氣割坡口
1—割炬;2—角鋼;3—墊塊;4—鋼板;5—滾輪架
(2)帶鈍邊V形坡口的手工氣割。
如圖5-56所示,首先切割垂直面A,然后,根據板厚δ、鈍邊厚度P和單面坡口角度α,按b=(δ-P)tan算出單面坡口的寬度b,然后在鋼板上畫線。最后調整割嘴的傾角至(90°-α),沿畫出的線,采用無鈍邊的V形坡口的手工氣割操作方法切割坡口的斜面B。

圖5-56 帶鈍邊V形坡口的手工氣割
(3)雙面坡口的手工氣割。
首先切割如圖5-57(a)所示的垂直面A,按寬度b1畫好線。調整割嘴傾斜角至α1,并沿線切割正面坡口的B面。割好正面坡口B面后,將割件翻轉,按寬度b2畫線。調整割嘴傾角至α2,并沿線切割背面坡口的C面,如圖5-57(b)所示。
為保證坡口的切割質量,氣割時可用角鐵等輔助工具進行切割。
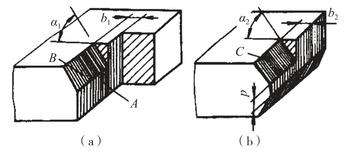
圖5-57 雙面坡口的手工氣割方法
(4)無鈍邊單面V形坡口的機械氣割。
氣割無鈍邊單面V形坡口時,只需用一把割炬,按坡口角度調整好割炬和工件的傾斜角度,如圖5-58所示。
氣割工藝參數根據工件的厚度選取。切割厚度可按下列公式計算:
式中 S——氣割厚度,mm;
δ——工件厚度,mm;
α——割嘴中心與垂線的夾角,°。
(5)帶鈍邊的V形坡口的機械氣割。
半自動或自動切割機上安裝兩個割嘴,即可將V形坡口一次加工完成,如圖5-59所示。氣割加工的坡口一般要用砂輪機磨光,以保證焊縫質量。
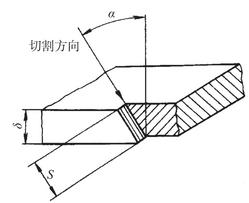
圖5-58 單面無鈍邊V形坡口的氣割
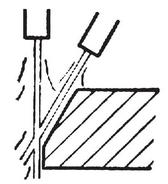
圖5-59 V形坡口一次切割成形
帶鈍邊的V形坡口的機械氣割可分為鈍邊在下的單面V形坡口和鈍邊在上的單面V形坡口兩種形式,如圖5-60所示。
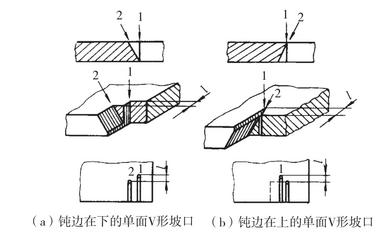
圖5-60 帶鈍邊的V形坡口的氣割
1―垂直割炬;2―傾斜割炬
氣割鈍邊在下的單面V形坡口時,可用兩把割炬,其中一把割炬垂直于工件表面,另一把割炬根據坡口角度,將其調整到與工件表面成一定角度,并使它們的相對位置如圖5-60(a)所示,即垂直割炬在前,傾斜割炬在后,兩者相距l。
首先將垂直割炬移到起割點,并點火預熱起割點,待工件表面呈亮紅色時,開啟切割氧調節閥將工件割穿,然后啟動氣割小車進行切割。待傾斜割炬移到起割點時,立即關閉垂直割炬的切割氧調節閥,但預熱火焰不能熄滅,并停止小車前移。待工件表面呈亮紅色時,將兩把割炬的切割氧調節閥同時打開,并啟動小車進行切割。
鈍邊在上的單面V形坡口的氣割與鈍邊在下的單面V形坡口一樣,也選擇兩把割炬,即一把割炬垂直于工件表面,另一把傾斜于工件表面,兩把割炬的相對位置如圖5-60(b)所示。
氣割過程中,當傾斜割炬起割時,不需停機可直接開啟切割氧調節閥進行切割。
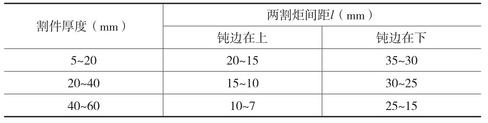
氣割時,兩把割炬之間的距離l可按表5-14選擇。
表5-14 兩割炬間距與工件厚度的關系
(6)X形坡口的機械氣割。
在半自動或自動切割機上安裝三個割嘴,即可將X形坡口一次加工完成,如圖5-61所示。氣割加工的坡口一般要用砂輪機磨光,以保證焊縫質量。
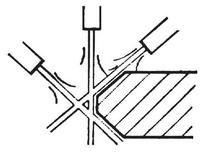
圖5-61 X形坡口的一次切割成形
氣割厚50mm以下的鋼板的X形坡口采用如圖5-62所示的三把割炬進行一次切割,即垂直割炬1在前,切割垂直面,后面是與1相距為α的傾斜割炬2,用于切割下傾斜面,最后是與1相距為b的傾斜割炬3,用于切割上傾斜面。
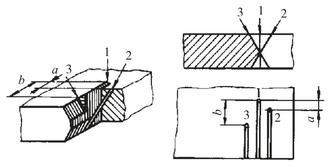
圖5-62 50mm以下鋼板X形坡口的氣割
1―垂直割炬;2、3―傾斜割炬
切割過程中,割炬1和2的距離a應盡可能小些,只要兩者的切割氧流不相互干擾即可。若a值過大,當割炬2起割時,由于垂直切口處的冷卻,將給切割帶來困難。
當割炬3到達起割位置時,因工件溫度已很高,故不需要將氣割機停止,便可順利切割,它與割炬1的距離b可適當大一些。a、b值可按表5-15選擇。
表5-15 割嘴間距選擇表

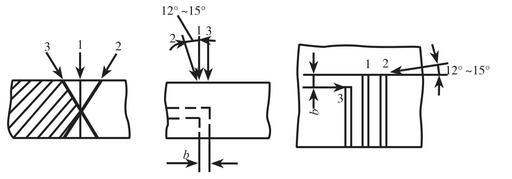
圖5-63 50mm以上鋼板X形坡口的氣割
1―垂直割炬;2、3―傾斜割炬
氣割厚50mm以上鋼板的X形坡口采用如圖5-63所示的三把割炬進行一次切割。
垂直割炬1與傾斜割炬2均在與氣割方向垂直的直線上,為防止切割氧流的相互干擾,應將割炬2安裝成與切割方向后傾12°~15°的位置,b值可按表5-15選擇。當割炬3達到起割位置時,因工件溫度已很高,故不需停機即可起割。
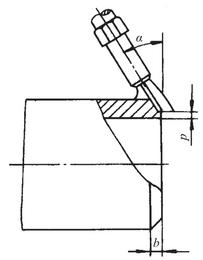
圖5-64 鋼管坡口的氣割方法
2. 鋼管坡口的氣割
鋼管坡口的氣割如圖5-64所示。首先根據鋼管的壁厚δ、鈍邊厚度P和單面坡口角度α,算出單面坡口的寬度b,并在鋼管端部畫線,然后調整割嘴傾角至α,并沿切割線進行切割。
切割過程中,除保持割嘴的傾角α不變外,還應根據割炬在鋼管圓周上的不同位置,不斷地變化角度。











