
數(shù)控氣割是利用電子計(jì)算機(jī)控制的自動(dòng)切割。它能準(zhǔn)確地切割出直線與曲線組成的平面圖形,也能用足夠精確的模擬方法切割其他形狀的平面圖形。數(shù)控氣割的精度很高,其生產(chǎn)率也比較高,適用于自動(dòng)化的成批生產(chǎn)。
數(shù)控氣割機(jī)如圖5-30所示。
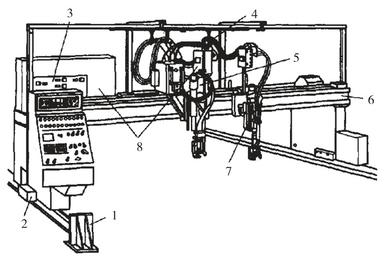
圖5-30 數(shù)控氣割機(jī)
1—導(dǎo)軌和擋板;2—縱向?qū)к壖膀?qū)動(dòng)組件;3—?dú)怏w及空氣集流器;
4—管道;5—橫向臺(tái)車及驅(qū)動(dòng)組件;6—橫梁及擋板;7—割炬組件及
垂直拖板;8—電氣箱
其工作程序是:首先對(duì)切割零件的圖樣進(jìn)行分析,看零件圖線是由哪幾種線形組成,并分段編出指令。再將這些指令連接起來并確定出它的切割順序,將順序排成一個(gè)程序,并在紙帶上穿孔;再通過光電輸入機(jī)輸入給計(jì)算機(jī)。切割時(shí),計(jì)算機(jī)將這些紙帶孔的含義翻譯并顯示出編碼,同時(shí)發(fā)出加工信息,由執(zhí)行系統(tǒng)去完成,即按程序控制氣割機(jī)進(jìn)行切割,就可得到預(yù)定要求的切割零件。圖5-31為數(shù)控氣割機(jī)的工作程序方框圖。
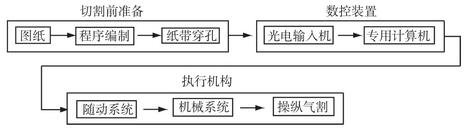
圖5-31 數(shù)控氣割機(jī)的工作程序
常用機(jī)械氣割機(jī)的維護(hù)和保養(yǎng)
氣割機(jī)應(yīng)放在通風(fēng)干燥處,避免受潮,室內(nèi)不應(yīng)有腐蝕性氣體存在。減速箱一般應(yīng)半年加一次潤(rùn)滑油,并應(yīng)定期給傳動(dòng)軸加潤(rùn)滑油。下雨天切勿在露天使用氣割機(jī),以防電氣系統(tǒng)受潮而引起觸電事故。
使用前應(yīng)做好清理檢查工作,機(jī)身、割炬及運(yùn)動(dòng)部件必須調(diào)整好間隙,不能松動(dòng);同時(shí),檢查緊固件有無松動(dòng)現(xiàn)象,如有松動(dòng)現(xiàn)象應(yīng)及時(shí)加以緊固。氣割工休息或長(zhǎng)時(shí)間離開工作場(chǎng)地時(shí),必須切斷電源,以免電機(jī)過熱燒壞。
必須有專人負(fù)責(zé)維護(hù)保養(yǎng),并定期進(jìn)行檢修。工作完畢應(yīng)做好清潔工作。
(1)當(dāng)出現(xiàn)小車不走的故障時(shí),可采用更換保險(xiǎn)絲、修理壓力開關(guān)、更換離合器齒輪或更換電動(dòng)機(jī)及其控制電路元件等方法消除。
(2)當(dāng)出現(xiàn)小車行走不穩(wěn)有打滑現(xiàn)象時(shí),應(yīng)將導(dǎo)軌加工平直、修復(fù)或更換主動(dòng)滾輪、增加小車重量。當(dāng)網(wǎng)路電壓過低時(shí),可用調(diào)壓器提高電壓。
(3)當(dāng)搖臂式仿型氣割機(jī)出現(xiàn)磁鐵滾輪不轉(zhuǎn)的故障時(shí)應(yīng)更換保險(xiǎn)絲、修理壓力開關(guān)或更換電機(jī)及其控制電路元件。
(4)當(dāng)搖臂式仿型氣割機(jī)出現(xiàn)磁鐵滾輪打滑的故障時(shí),應(yīng)修復(fù)或更換磁鐵滾輪,適當(dāng)增加樣板的厚度或清除搖臂活動(dòng)軸處的異物和加潤(rùn)滑油。











