
板的橫焊比平焊難掌握,主要困難是由于熔池金屬下淌,使焊縫上邊容易產(chǎn)生咬邊,下邊容易形成焊瘤和未熔合等缺陷,如圖2-21所示。
因此,橫焊時要選用比平焊小的火焰能率,適當控制熔池溫度,既要保證熔透,又不要使熔池金屬因受熱過度而下墜。操作時,焊嘴應(yīng)向上傾斜,并與焊件保持65°~75°夾角,如圖2-22所示,這樣可以利用火焰的吹力來托住熔池金屬,以防其下淌。
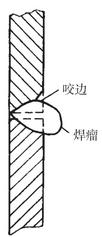
圖2-21 橫焊缺陷
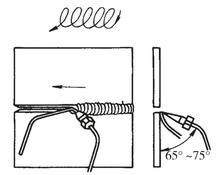
圖2-22 板對接橫焊的操作示意圖
焊接過程中,焊絲要始終浸在熔池中。氣焊薄件時,焊炬一般不做擺動。氣焊較厚焊件時,焊炬稍做環(huán)形擺動,并不斷地把熔化金屬向熔池上邊推去,焊絲來回做半圓形(或斜環(huán)形)擺動,并在擺動過程中被火焰加熱熔化,從而避免熔化金屬堆積在熔池下面而形成咬邊及焊瘤等缺陷。
贊 0











