
板的仰焊一般用于焊接某些固定的焊件,其操作技術最難掌握,焊接時主要情況有熔池向下、熔化金屬下墜,甚至滴落,勞動條件差,生產效率低,難以達到滿意的熔池和理想的焊縫形狀和焊接質量。仰焊必須有較熟練的操作技術和技巧。
仰焊操作示意圖如圖2-27所示。
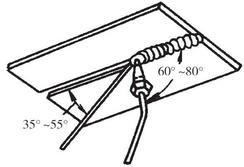
圖2-27 板仰焊時焊絲、焊嘴和焊件的相對位置
仰焊可采用左焊法,也可用右焊法,由于左焊法便于控制熔池和送入焊絲,操作方便,通常都采用左焊法。采用右焊法時,焊絲的末端與火焰氣流的壓力能防止熔化金屬下淌,使得焊縫成形較好。
對接接頭仰焊時,焊嘴與焊件所夾角度為60°~80°,焊絲與焊件的角度為35°~55°,如圖2-27所示。焊接時借助火焰吹力托住熔化的液體金屬,使其不致下墜,并用焊絲擋住部分火焰,使熔池保持適當的溫度。在焊接過程中,焊嘴可做不間斷的扁圓形左右擺動,而焊絲可做月牙形運動,如圖2-28所示。
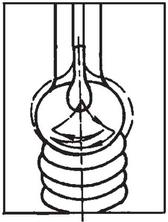
圖2-28 焊嘴與焊絲的運動形式
仰焊要選擇較小的火焰能率,采用的焊嘴型號可比平焊所用的小一號。焊接過程中嚴格控制熔池的溫度和大小,使液體金屬快速凝固。如果熔池溫度過高,熔化的金屬易下墜,甚至滴落,但同時要防止溫度過低,否則會出現未焊透或夾渣等缺陷。
采用多層焊是防止熔化金屬下墜的主要方法。焊接時,采用較小直徑的焊絲,以薄層堆敷上去。特別是當焊接開坡口或較厚的工件時,應采用多層焊。第一層必須保證焊透,填充層或蓋面層要控制焊縫兩側熔合良好,圓滑地過渡到母材,保證焊縫的成形美觀。
T形接頭仰焊時,除正確選擇焊接火焰能率外,熟練掌握焊炬和焊絲的運動是T形接頭仰焊的關鍵。
T形接頭仰焊通常采用左焊法,焊接時,焊嘴與焊縫夾角為50°~60°,與腹板夾角為40°~50°,焊絲的端部位于熔池的前端,并與焊嘴成80°~90°夾角,如圖2-29所示。
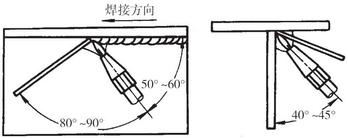
圖2-29 T形接頭仰焊時焊絲、焊嘴與焊件的相對位置
電焊焊接時,火焰應稍偏向腹板,焊嘴向前移動的同時,還要上下擺動。焊絲的送進要隨著焊件的加熱情況而定,當焊件表面形成熔池后,應立即向熔池中填加焊絲,然后焊嘴和焊絲同時向前移動,如圖2-30所示。當新的熔池形成后,接著向熔池中填加焊絲,如此反復操作。
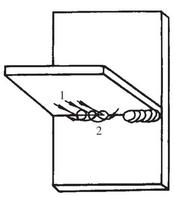
圖2-30 焊絲和焊嘴的運動形式
此外,仰焊時要特別注意操作姿勢,防止飛濺金屬粒和金屬熔滴燙傷面部及身體,并應選擇輕便的焊炬和細軟的橡膠管,以減輕操作的勞動強度。











