一、銅及銅合金的焊接特點bjg
根據銅及銅合金的顏色和成分,可分為純銅(紫銅)、黃銅、青銅、白銅等四大類
工業用的純銅呈紫紅色,通常稱紫銅,它的含銅量不低于99.5%,密度為8.89g/cm3,熔點是1083℃,線膨脹系數是16.8×10-6/K,具有良好的導電性、導熱性、耐蝕性及延展性。純銅的強度和硬度低,特別是在400~700℃的高溫時,其強度和硬度顯著降低。純銅中的雜質(氧、硫、鉛等)與銅形成脆性化合物和低熔點共晶物,在焊接過程中容易產生熱裂紋。
黃銅是由銅和鋅組成的合金,其表面呈淡黃色。工業上應用的黃銅,含鋅量均小于46%,其顏色隨含鋅量的增加而由黃紅色變為淡黃色。普通黃銅的強度和耐蝕性都比紫銅高得多,并保持一定的塑性,承受冷熱加工。
青銅是在銅合金中不以鋅或鎳為主要元素,而加入錫、鋁、硅等其他元素。按加入的合金元素,則分為錫青銅、鋁青銅、硅青銅等。青銅的強度和耐磨性較高,但導熱性比較低,其結晶區間較窄,這對其焊接性有很大的改善。
白銅是銅和鎳的合金,是因鎳的加入使紫色逐漸變成白色而得名。一般含鎳為5%~30%。單純由銅和鎳組成的合金稱為普通白銅,當再加入錳、鋅、鋁等合金元素時,就分別稱為錳白銅、鋅白銅、鋁白銅。白銅具有較好的綜合力學性能,其導電性、導熱性與碳鋼接近,因此容易焊接,不需要預熱。但白銅對鉛、硫、磷等雜質比較敏感,容易形成熱裂紋。
銅及銅合金的焊接性比較差,焊接銅及銅合金比焊接低碳鋼困難得多。焊接時容易產生以下問題。
(1)焊縫成形能力差,銅及銅合金熔焊時容易出現母材難于熔合、坡口焊不透和焊縫表面成形差的外觀缺陷。
(2)焊接接頭容易產生裂紋,銅及銅合金焊接時,在焊縫和熱影響區均可能產生裂紋,其中最常見的是焊縫熱裂紋。
(3)銅在液態能溶解較多地氫氣,如果焊縫金屬冷卻較快,過剩的氫氣來不及逸出,在焊縫的各個部位均易產生氣孔。
(4)銅在液態容易氧化,合金元素燒損,使焊接接頭性能下降,特別是塑性和韌性會明顯降低。
(5)銅及銅合金的線膨脹系數大,比低碳鋼約大50%以上,焊后的工件易產生變形。
二、銅及銅合金的焊接方法與操作技巧
銅及銅合金在焊前必須對吸附在焊絲和工件坡口兩側30mm范圍內表面的油脂、水分、金屬表面氧化膜及其他雜質徹底清除,直至露出金屬光澤為止。油脂等雜質一般用汽油、酒精丙酮等溶劑擦拭,污染嚴重的可將焊絲、焊件置于10%氫氧化鈉水溶液中,并將水溶液加熱到30~40℃清洗,然后用清水沖凈并吹干。焊件表面氧化膜一般用不銹鋼刷清除。
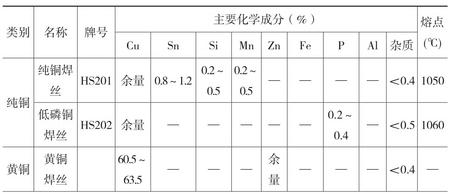
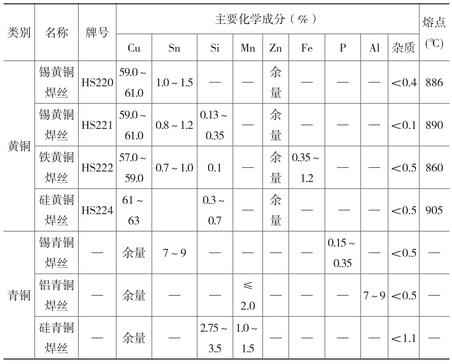
銅及銅合金焊絲的選擇必須根據母材金屬的牌號和成分,結合具體施工條件等因素來確定。常用銅及銅合金焊絲見表4-28。
表4-28 常用銅和銅合金焊絲
續表
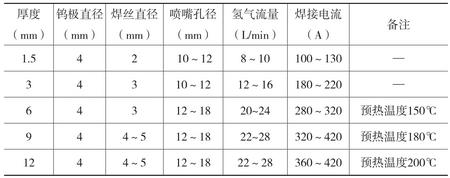
純銅預熱溫度根據工件的厚度來確定。工件越厚,預熱溫度越高。厚度從4~40mm,預熱溫度可在300~600℃范圍內選擇。采用鎢極手工氬弧焊時,工件厚度在4mm以下可不預熱,4~12mm厚的純銅需預熱至200~450℃。黃銅、青銅氬弧焊時,對厚大的工件和鑄件可采取預熱措施,一般預熱150~300℃。
1.純銅的氬弧焊
(1)鎢極氬弧焊。
①純銅手工鎢極氬弧焊時,母材厚度δ<3mm時,不開坡口;δ=3~10mm時,開V形坡口,角度為60°~70°;δ>10mm時,開X形坡口,角度為60°~70°,不留鈍邊。
②采用直流正接,采用左焊法。焊前用高頻振蕩器引弧或在碳塊、石墨塊上接觸引弧,待電弧引燃后再移入焊接坡口內。
③采用定位焊時,點焊縫要細而長(20~30mm),如發現裂紋應鏟掉重焊。
④厚板多層焊時,焊接層數不宜過多,例如20mm厚純銅板的焊接僅在正面焊3層,反面焊1層。第一層焊接時主要控制反面成形,因此該層焊縫的堆高要小(2~3mm)。多層焊時,層間溫度不應低于預熱溫度,在焊下1層焊縫之前,要用不銹鋼絲刷或鋼絲刷刷掉焊縫表面上的氧化物。
⑤4mm以內的薄純銅板單面立對接焊時,一般由一名氬弧焊工在焊件正面進行焊接,而另一名焊工在焊件反面用氧-乙炔焰預熱。焊槍與焊件表面間的角度為45°;焊絲與焊件的夾角15°。4~12mm厚的純銅板立對接焊時,建議由兩名氬弧焊工在相對位置上進行雙面焊接,如圖4-29所示。
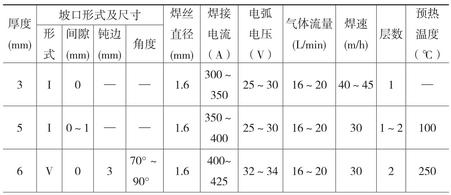
具體焊接規范見表4-29。
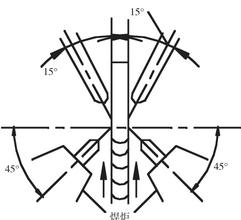
圖4-29 雙面立焊時焊槍與焊絲所處的位置
表4-29 紫銅鎢極手工氬弧焊焊接規范
⑥操作時,焊槍做均勻平穩的直線運行。電弧長度保持在3~5mm,噴嘴到焊件表面的距離應控制在8~14mm范圍內。這樣既便于觀察熔池,又能保證焊接區的氬氣保護,送絲速度應根據熔池的溫度及焊縫的成形來確定,其操作技術與鋁的氬弧焊基本一致。焊絲與焊件表面的角度要盡量小,以減少對氬氣流的阻礙作用,焊絲同樣不能與鎢極接觸,具體位置見圖4-30。
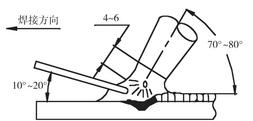
圖4-30 紫銅的鎢極手工氬弧焊示意圖
⑦焊接時應注意防止“夾鎢”和始端裂紋,可采用引出板或始端焊一段后,待其冷卻后再焊。
(2)熔化極氬弧焊。當紫銅厚度超過12mm時,焊接時一般選用熔化極氬弧焊方法。
熔化極氬弧焊焊接紫銅時,焊絲的選用原則及焊絲牌號、坡口形式與鎢極手工氬弧焊基本一致,但坡口角度減小,一般不留間隙。
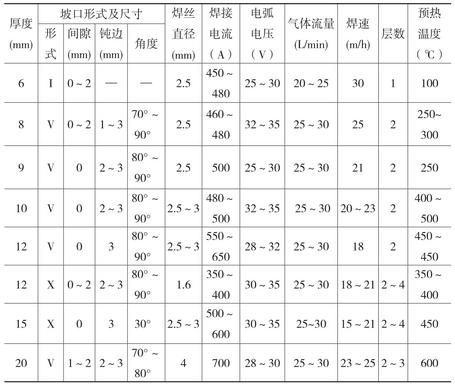
熔化極氬弧焊采用直流反接,大電流、高焊速,由于熔池增大,相應地保護氣體流量也應增加。純銅熔化極氬弧焊焊接規范參數見表4-30。
表4-30 純銅熔化極氬弧焊接規范參數選用
續表
2.黃銅的氬弧焊
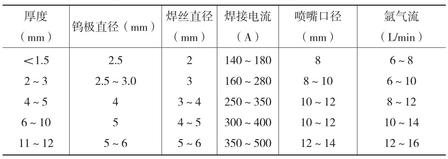
鎢極氬弧焊適宜焊接小尺寸的黃銅焊件,其焊接工藝與純銅氬弧焊相同。但黃銅氬弧焊在焊接時還要采取以下措施。
(1)黃銅氬弧焊時,焊槍的噴口直徑要比焊接同樣厚度的鋁合金時大2~6mm,氬氣流量要大4~8L/min,防止由于鋅的蒸發而破壞了氬氣的保護效果。
(2)對厚板及鑄件焊接前可采取預熱措施。
(3)鎢極氬弧焊焊接電源可用直流正接,但也可采用交流電。由于采用交流電時,合金成分鋅的燒損比直流正接時少,所以,手工鎢極氬弧焊一般采用交流電源。
(4)選擇硬規范,采用高焊接速度,以減少熱影響區范圍。
(5)焊接時盡量將填充焊絲置于電弧和母材之間,避免電弧對母材的直接加熱。
(6)焊后應加熱到300~400℃進行退火處理,以消除焊接應力。
3.青銅的氬弧焊
錫青銅鎢極氬弧焊采用直流正接,其特點是鎢極燒損小而工件的熔深大;熔化極氬弧焊采用直流反接,其特點是熔滴過渡穩定,焊絲熔化速度較高。
錫青銅氬弧焊的焊接工藝與紫銅氬弧焊的工藝基本相同,但錫青銅的導熱性比較大,所以焊接時應采用較大的焊接電流和較低的焊接速度。
鋁青銅手工鎢極氬弧焊同樣用于鑄件的焊補,采用交流焊接,比直流電源更有利于破除表面氧化膜,使焊接過程穩定。對于厚大的焊件,需要進行150~300℃溫度的預熱,操作技術與一般氬弧焊工藝相同。焊補缺陷尺寸較大的鋁青銅鑄件時,可將鑄件傾斜15°,進行上坡焊。其焊接規范參數見表4-31。
表4-31 鋁青銅手工鎢極氬弧焊焊接規范選用
三、銅及銅合金的焊接操作實例
1. 水冷電爐銅管的MIG焊
水冷電爐的銅制水冷部分采用φ76mm×10mm的銅管對接,其工況比較惡劣,產品要求焊后進行1.0~2.5MPa水壓試驗及通球試驗。
采用MIG焊進行焊接生產,焊接工藝如下:
(1)焊絲選用φ1.6mm的SCu201,氬氣純度在99.99%以上。焊機為國產NB-500(平硬外特性)。
(2)坡口組對形式采用60°V形坡口對接,坡口鈍邊2±0.5mm,間隙為0~1mm。
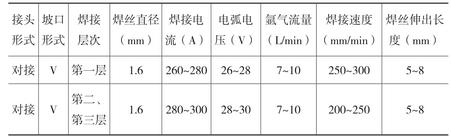
(3)焊接參數見表4-32。
表4-32 水冷電爐銅管的MIG焊的焊接參數

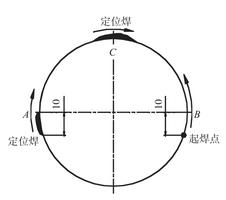
圖4-31 焊接操作示意圖
(4)預熱溫度400~450℃,道間溫度380~420℃,即銅管略顯淡紅色。
(5)如圖4-31所示,定位焊時只點焊A、C兩處,先點C點,再在A下方約10mm處引弧定位,焊縫7~10mm,兩端形成緩坡狀,工藝參數與正式焊接時相同,焊接時焊槍位置按個人習慣處于合適位置即可。
(6)點焊后,從B點下方約10mm處引弧開始焊接(圖4-31),燃弧后迅速將焊槍移至坡口中心,此時能聽到輕微“啪啪”聲,向前焊即可,這時注意焊槍角度隨焊縫位置的變化而變化,始終保持最佳角度。
(7)熄弧時(在C點),焊槍輕輕向上抬一下,再向前焊以形成一個緩坡狀接口;再從A點引弧,同法焊至C處形成飽滿接頭。
(8)再翻轉銅管焊下半圓,打底層焊后,最后焊填充蓋面層,兩層焊滿。
焊后外觀檢查合格,經1.6MPa,保壓15min,降到1.0MPa保壓45min的水壓試驗合格,通球試驗合格,滿足了水冷件設備的要求。
2.高爐純銅螺旋風口的熔化極氬弧焊
高爐螺旋風口是高爐的關鍵備件。其材質為純銅,由本體和前帽兩部件焊接而成,如圖4-32所示。
風口本體與前帽組裝后的內、外兩條環縫的質量要求較高,不允許有未熔合、裂紋等缺陷,焊縫表面要平整、光滑,風口內部要有密封性。為了保證質量,采用熔化極氬弧焊。焊接工藝如下。
(1)采用NBA-500型焊機,并配以專用轉胎。
(2)采用鎖底V形坡口的對接接頭(圖4-33)。焊前對焊件表面的氧化膜進行嚴格清理,并預熱到600~650℃。
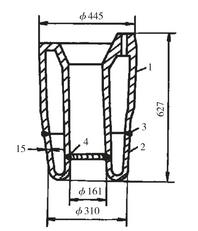
圖4-32 螺旋風口示意圖
1—本體;2—前帽;3—外部焊縫;4—內部焊縫
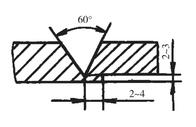
圖4-33 坡口示意圖
(3)采用HSCuSn焊絲,先焊外環縫,后焊內環縫,焊接2~3層。
(4)所采用的熔化極氬弧焊工藝參數如表4-33所示。
表4-33 純銅螺旋風口MIG焊焊接參數
(5)焊后經著色檢測、水壓試驗以及抽樣X射線探傷,產品完全符合質量標準。