
二、熱絲鎢極氬弧焊工藝與操作技巧bjm
熱絲鎢極氬弧焊原理如圖2-79所示。填充焊絲在進(jìn)入熔池之前約10cm處開始,由加熱電源通過導(dǎo)電塊對其通電,依靠電阻熱將焊絲加熱至預(yù)定溫度,與鎢極呈40°~60°角,從電弧后面送入熔池,這樣熔敷速度可比通常所用的冷絲提高2倍。熱絲和冷絲熔敷速度的比較如圖2-80所示。
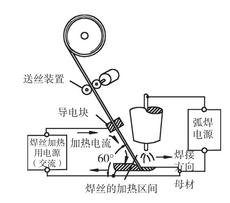
圖2-79 熱絲鎢極氬弧示意圖
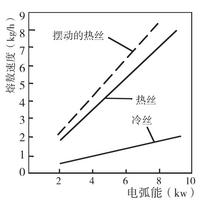
圖2-80 鋼鎢極氬弧時(shí)冷絲和熱絲可允許的熔敷速度
熱絲鎢極氬弧焊時(shí),由于流過焊絲的電流所產(chǎn)生磁場的影響,電弧產(chǎn)生磁偏吹而沿焊縫做縱向偏擺。為此,用交流電源加熱填充焊絲,以減少磁偏吹。在這種情況下,當(dāng)加熱電流不超過焊接電流的60%時(shí),電弧擺動(dòng)的幅度被限制在30°左右。為了使焊絲加熱電流不超過焊接電流的60%,通常焊絲最大直徑限為1.2mm。如焊絲過粗,由于電阻小,需增加加熱電流,這對防止磁偏吹是不利的。
熱絲焊接已成功用于碳鋼、低合金鋼、不銹鋼、鎳和鈦等。對于鋁和銅,由于電阻率小,要求很大的加熱電流,從而造成過大的電弧磁偏吹和熔化不均勻,所以不推薦熱絲焊接。
熱絲氬弧焊機(jī)由以下幾部分組成:直流氬弧焊電源(預(yù)熱焊絲的附加電源通常用交流居多),送進(jìn)焊絲的送絲機(jī)構(gòu)以及控制、協(xié)調(diào)這三部分之間的控制電路。
為了獲得穩(wěn)定的焊接過程,主電源還可采用低頻脈沖電源。在基值電流期間,填充焊絲通入預(yù)熱電流,脈沖電流期間焊絲熔化,見圖2-81。這種方法可以減少磁偏吹,脈沖電流頻率可以提高到100Hz左右。一種更為理想的方法是用一臺焊接電源來替代焊接電源和附加預(yù)熱電源。采用一臺高速切換的開關(guān)電源,以很高的開關(guān)頻率來熔化和預(yù)熱焊絲,獲得二者統(tǒng)一。

圖2-81 熱絲TIG脈沖氬弧焊電流波形











